Производната линија за галванизирање е комплетен сет на опрема за топло поцинкување на слој од облога од легура на цинк од двете страни на челичниот калем.Составен е од завршна машина, машина за израмнување на напнатоста, машина за подмачкување, машина за стрижење, машина за намотување и друга опрема.
Главниот процес на проток на галванизиран лим
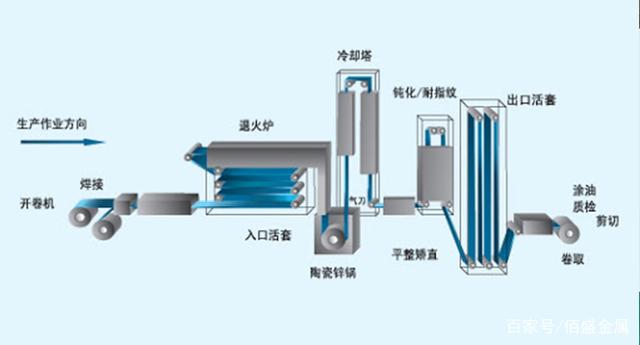
Намотување → двојно откачување → сечење на главата и опашката за сечење → заварување → алкално чистење → основно четкање → чистење со електролити → секундарно четкање → плакнење со топла вода → сушење на топол воздух → влезен јамка → континуирано жарење → галванизирање со топло натопување (керамичко цинк со воздух) дување со нож (воведен) → → воздушно ладење по позлата → гаснење вода → машина за израмнување (резервирана) → израмнувач → третман на пасивација (резервирана за отпорност на отпечатоци од прст) → излезна јамка → подмачкување → сечење → намотување → одмотување → мерење → пакување
Функцијата на секој дел од линијата за галванизација
Дел за чистење: Отстранете ги лубрикантите за ладно валање и прашокот од железо од површината на лентата.Чистењето пред влезната јамка го олеснува стабилното следење на лентата во влезната јамка додека се избегнуваат вдлабнатини и гребнатини.
Дел за влезна јамка: Обезбедува вертикална јамка со ефективна должина кога заварувањето запира на влезот, овозможувајќи континуирано производство на производната линија.
Пресек на печка: вертикална континуирана печка за жарење, достигнувајќи го наведениот циклус на жарење.
Дел за галванизација: Лентата се потопува во тенџере со стопен цинк за поцинкување.
Делови за израмнување и затегнување: подобрени перформанси.
Пост-третман дел (пасивност): Тандем двоен валјак со печка и ладење за обложување на бела 'рѓа и хроматски раствори отпорни на отпечатоци од прсти.
Излезен дел со јамка: Кога делот за излез ќе престане да сече, се обезбедува вертикална јамка со ефективна должина за да може производната линија да работи континуирано.
Време на објавување: август-08-2022 година